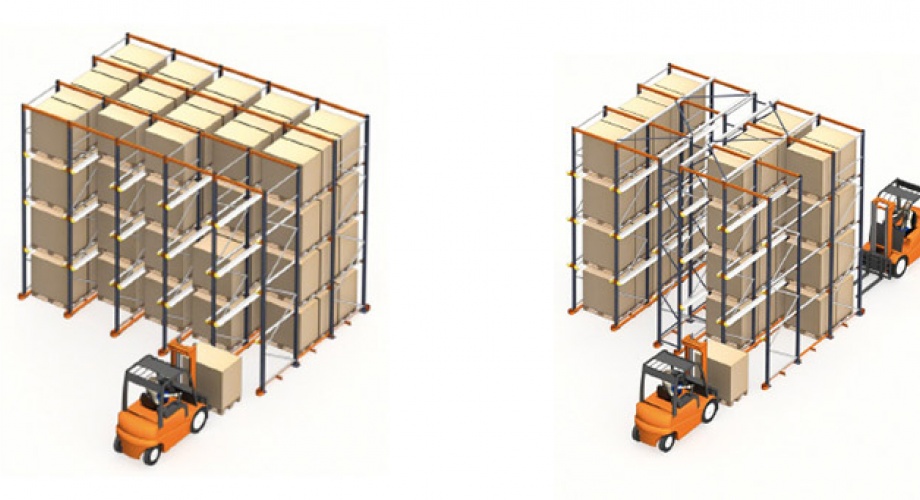
Drive-in Racking Solution
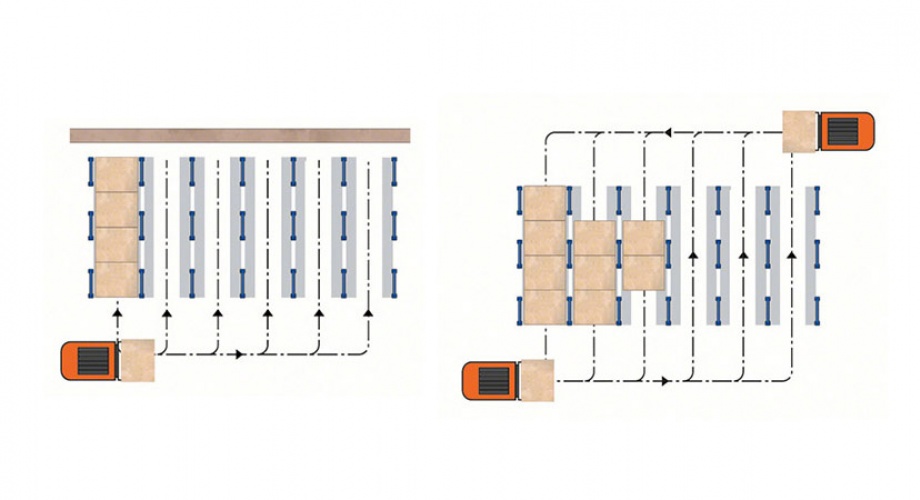
This system is based on the principle of accumulation, which allows maximum utilization of free space intended for shelves. Drive-in racks are designed for storage of homogeneous products / pallets.
Advantages
- Maximum use of the space intended for shelves (up to 85%)
- Reducing the number of corridors between shelves
- Control of entry and exit in the shelves
- Possibility for FILO and FIFO methods
This system is often used in cold warehouses (refrigerators) that require maximum use of space for products that require temperature control.
5 Years Warranty on every racking solution!
Forklifts intended for this type of racks:
Tunnel variants of
- Stackers - maximum lifting height 6,000 mm
- Regular forklifts - maximum lifting height 13,000 mm
- Counterweight forklifts - maximum lifting height 7,500 mm
For professional and quick offer, call us on the following number or email: